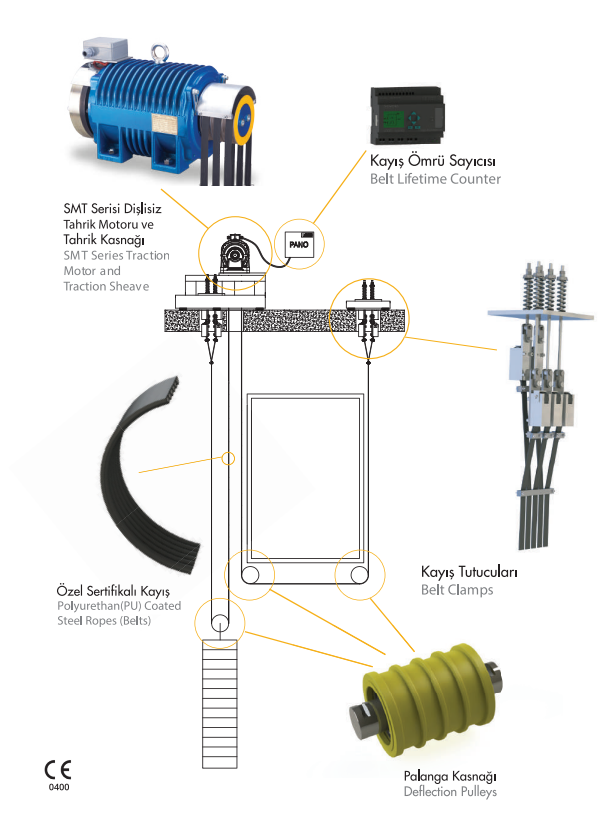
With the commercial availability of steel-cord rubber belts suitable and certified for lift drives, AKAR has met the industry’s needs in this area with the BELTSYS® Belt System. As a result of AKAR’s expertise in magnetically excited synchronous motor technology and lift system design, the BELTSYS® Belt System, which holds a CE type approval certificate, was designed for the first time by a Turkish company and has been available for sale since July 2013.
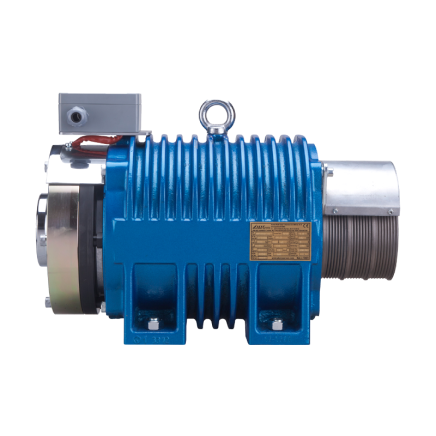
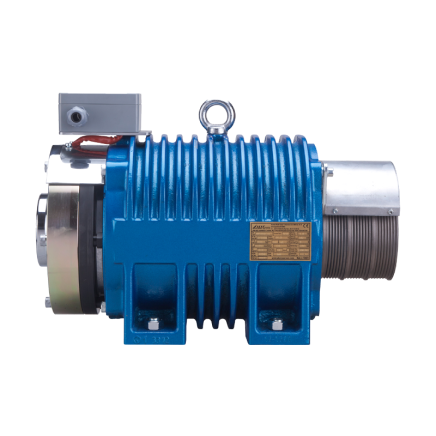
The AKAR - BELTSYS® Belt System comprises the SMT Series synchronous motor, a drive pulley, specially certified belts in various sizes, belt retainers, a belt life counter and sheave pulleys.
The AKAR - BELTSYS® Belt System has been certified as a complete system to provide our customers with ease of installation.
- Due to the higher friction between the pulley and the belt, the belt system provides better drive capability compared to traditional steel rope systems.
- As it allows for the use of a smaller drive pulley, the belt system has a higher load-carrying capacity.
- Due to its low power consumption, the belt system offers higher efficiency than equivalent steel rope systems and allows for the use of inverters at lower power levels.
- The system’s compact design enables its application in narrow shafts with or without a machine room, up to a load capacity of 1,000 kg, a speed of 1.6 m/s and a travel distance of 60 m.
- The belt system reduces installation and operating costs whilst maximising cabin capacity in narrow shafts.
- The belt system provides better drive performance compared to a traditional steel rope system due to the higher friction between the pulley and the belt.
- As it allows for the use of a smaller drive pulley, the belt system has a higher load-carrying capacity.
- Due to its low power consumption, the belt system offers higher efficiency than equivalent steel rope systems and allows for the use of inverters with lower power ratings.
- The system’s compact design enables its application in narrow shafts with or without a machine room, up to a load capacity of 1,000 kg, a speed of 1.6 m/s and a travel distance of 60 m.
- The belt system reduces installation and operating costs whilst maximising cabin space in narrow shafts.
- By permitting the use of smaller drive and pulley sheaves, the belt system minimises top-floor heights and pit depths.
- Polyurethane (PU)-coated steel ropes (belts) are protected against corrosion as they do not come into contact with air; they have a longer service life than traditional ropes as the rope and pulleys do not come into direct contact with one another, and they provide the quietest and most comfortable system operation.
- Pulley wear is kept to a minimum.
- The belt system enables savings on electrical panel equipment.
- The belt system allows for the use of small-diameter polyamide pulley sheaves. As a result, the weight of the pulley sheaves is significantly reduced. Consequently, the counterweight, static
The belt-driven system enables savings on electrical panel equipment.
The belt-driven system allows for the use of small-diameter polyamide pulley sheaves. This significantly reduces the weight of the pulley sheaves. Consequently, costs relating to counterweights, static loads, transport and labour are reduced.